
Introduction
Expensive machining, urgent delivery dates, and quality issues when making large volumes. These problems often come from poor design choices that waste material and labor. They also happen when wrong machining methods are picked, and suppliers cant manage cost or quality from start to finish. But this piece looks at three key points, design that works well in production, smarter machining techniques, and a global supplier check system, to help teamscut aluminum part costs. Well break down each part, showing how they work and what it takes to put them in place. It seems like small changes in design could really help. Plus, choosing the right process matters a lot. But results wont come fast, only after steady work.
Why is Design for Manufacturability (DFM) the Starting Point for Controlling Aluminum Part Machining Costs?
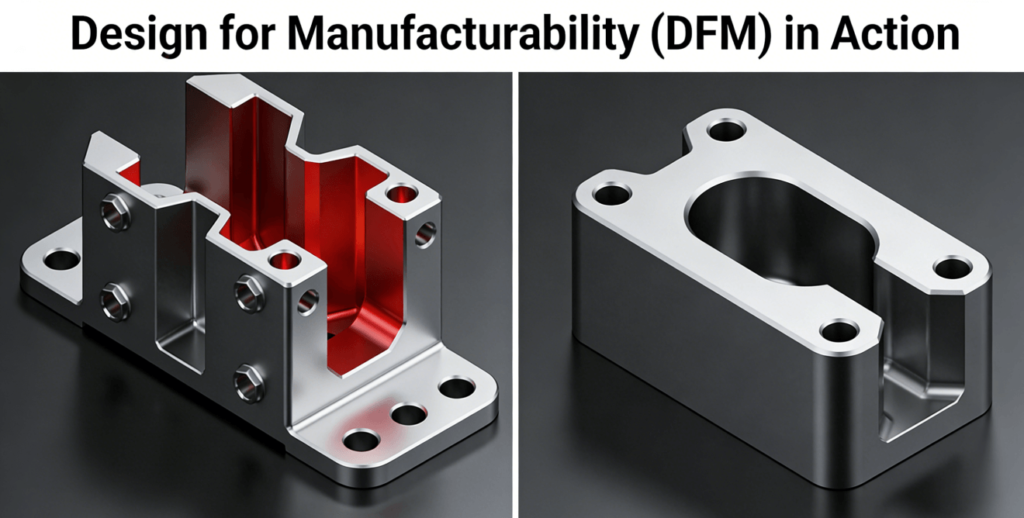
Within the scope of Precision Manufacturing, DFM is considered more than just an initial phase, it is the basis for achieving cost, effective production. According to some industry analyses, more than 20% of the extra costs and delays happen after production and ultimately can be linked to the design phase. When it comes to aluminum parts precision, manufacturing problems can be warily removed only by a DFM, driven approach. This leads to direct reduction of the cost and production time.
Optimizing Design for Efficient Machining
A simple bracket in factory setups shows small tweaks can save big money. Bigger curves fit standard cutters better. Same hole sizes mean fewer tool swaps. No deep pockets or thin walls that do not have support. This cuts down how hard it is to machine parts. Wear on tools drops. Time to finish each piece shrinks too.
The High Cost of Overlooking DFM
Ignoring DFM may cause several problems such as the requirement of specialized tools, complex multi, setup operations, and high scrap rate. To illustrate, a design that incorporates a non, standard, ultra, deep cavity is capable of requiring the use of a special custom long, reach tool. Such a tool is quite expensive, its deflection causes quality to suffer, and the machining time is increased, all of which lead to an unnecessary inflation of the part cost.
The Value of Early-Stage Collaboration
Front, loading engineering makes sense. A NAM(National Association of Manufacturers)report shows early design and manufacturing work helps cut costs. This teamwork leads to better, workable ideas. To really see how design ties into making things, check out how machining aluminum parts are machined. That step gives clearer insight into what works in real production. It seems like planning early helps avoid later problems. Plus, starting with production needs keeps ideas practical. Still, results vary based on team skills and tools used.
How to Select the Most Economical Process Combination for Your Aluminum Aerospace Components?
Picking the best manufacturing approach for Aerospace Components is very important as these parts need a perfect blending of light, weightness, structural intricacy, and top, level dependability. Precision aluminum machining for this field requires methods that can not only produce geometrically accurate parts but also keep the costs down. The decision of 3+2, axis versus simultaneous 5, axis machining is a good example. When it is necessary to machine parts with complex, multi, sided shapes, 5, axis simultaneous machining is the one which can help the cutting tool to maintain the best orientation so that it can make the complex features in a single setup. This “one and done” method is capable of minimizing cumulative errors arising from re, fixturing, reducing the time of handling, and quite often leading to surface finish improvement, thereby making a good case for its use in complex aerostructures.
On the other hand, 3+2, axis (indexed) machining can be a more economical option for parts whose features will be mainly accessed from discrete angles. Moreover, in the case of rotational parts or parts combining both milled and turned features, mill, turn centers present an interesting opportunity. Performing turning and milling operations on a single piece of equipment not only saves time but also prevents possible misalignment issues resulting from the parts being moved between separate lathes and machining centers. It also helps in reducing production lead times and lowering work, in, process inventories.
What Key Information is Needed to Obtain an Accurate Aluminum CNC Machining Quote?
To get a transparent and comparable aluminum CNC machining quote, you need to equip suppliers with a comprehensive and clearly articulated set of data. This is because ambiguity is the main reason for quote differences and disagreements after placing an order. In order to get a stable and correct quote for CNC aluminum parts service, the following information is a must: To start with, complete 3D CAD Model (e.g. STEP IGES) and 2D Drawings are indispensable because the 3D model gives the shape while the 2D drawings define the vital dimensions, tolerances (GD&T), and finish callouts. Often, the lack of drawings is the major reason, that leads to costly assumptions.
Besides that, the Material Specification needs to be very clear, stating the exact alloy and temper (e.g. 6061, T6, 7075, T651), since the material costs and the ease of machining vary greatly. In addition, it is very important to highlight the Precision Requirements for the features that are critical. It should be remembered that giving very tight tolerances unnecessarily for the whole part will cause the cost to skyrocket because of longer inspection times and the need for more specialized processes.
Also, the Surface Finish Specifications (e.g. as, machined, anodized Type II/III, bead blasted) must be declared because each finish is associated with a different set of processing steps and cost. Finally, the Expected Volume & Timeline covering quantity (prototype, low, volume, production) and lead time necessary are major factors that influence how the costs are planned for programming, fixturing, and machine setup. These components individually and collectively influence the final price: using different materials changes the price of the raw materials; the shape and the precision level will determine the time for machining and the type of tools needed; surface finishing requires extra work after processing; and the volume of the order decides how the fixed costs are spread.
How to Balance Cost and Compliance for Aluminum Parts in Medical Device Manufacturing?
Regulatory and quality standards in Medical Device Manufacturing are so strict that they become inseparable from the cost structure. Some of the requirements are having full traceability of materials, proving biocompatibility of materials and processes, machining under controlled conditions to avoid contamination, and using validated cleaning and sterile packing methods. These irreplaceable factors are cost elements that have to be integrated into the first planning stages. However, it is possible to meet these high standards at a reasonable cost by working alongside a custom aluminum parts manufacturer with an established reputation in the medical sector from the beginning. For instance, making the same fastener hole or wall thickness in a whole product line might lead to tooling commonality.
Choosing the manufacturers selected, certified raw material grades can lessen both the price of material and the waiting time. Standards are the basis of compliance. The ASM International(ASM International)handbook contains comprehensive instructions on processing and handling aluminum alloys for medical applications, which also influence the requirements of the medical industry in many ways.
In addition to that, opting for a supplier who has been certified as IATF 16949 (automotive) or AS9100D (aerospace) implies a quality management approach that is systemic and process, oriented. The quality, conscious culture of such a supplier, which is deeply etched in their DNA through documentation, process control, and corrective actions, not only helps them satisfy ICD 13485 (medical devices) requirements that are quite strict but also serves as a major risk reduction strategy in their case.
What Core Competencies Should Be Evaluated in a Local Aluminum Parts Fabrication Supplier?
Looking up “aluminum fabrication near me” is usually caused by wanting fast response, simple communication, and reduced logistics costs. Despite the fact that being close has its advantages, it shouldn’t be the only factor in deciding on the main competencies of a company. A detailed check of a CNC machining parts supplier should not only focus on location but also consider other aspects such as:
Technical and Operational Capabilities
The right partner should have a full set of high, tech gear, e.g. multi, axis CNC mills and lathes, and other machines like in, process probing and on, machine inspection. Having these technical means at their disposal would allow them to work on complicated shapes smoothly and evenness.
Quality Management System
ISO 9001:2015 certifications are just a starting point. Check how well they work with tools such as thorough First Article Inspection Reports (FAIR), detailed process control plans, and statistical process control (SPC) data. A strong system not only guarantees repeatability but also allows traceability.
Engineering and Service Support
Perhaps the most critical differentiator is engineering support capability. A superior supplier acts as an extension of your team.
- Proactive DFM Feedback:
They should provide actionable DFM analysis to optimize designs for cost, manufacturability, and performance before production begins. - End-to-End Service:
The supplier should manage the entire workflow—from material procurement to machining, finishing, inspection, and packaging—ensuring single-point accountability.
An exceptional CNC machining parts supplier delivers integrated, high precision CNC machining services rather than acting as a simple job shop. For a practical example of a provider that embodies these competencies, one can refer to specialized high precision CNC machining services.
Conclusion
Keeping aluminum part costs down takes work in design, how parts are made, and who supplies them. Good design helps cut costs. Using smart cutting methods fits better with each part. Choosing makers with strong skills and international standards, like ISO 9001 or AS9100D, helps build trust and keeps things stable. Quality stays high, rules stay met. Need a clear quote for aluminum CNC parts? For automation, aerospace, or medical tools? JS Precision gives full support, fast prototyping through big batch runs.
Author Biography
The author work in precision manufacturing with 15+ years in component sourcing and supply chain fixes for top equipment makers. Now, help companies cut costs and improve how things run. And focus on new tech and smarter ways to do things. Results tend to show better savings and smoother flow. It seems like progress happens when we try fresh ideas.
FAQs
Q1: What is the typical minimum tolerance achievable for aluminum CNC machining?
A1: Aluminum machining can hit 0.025mm with care. Some parts go tighter, like 0.005mm, when the setup is tuned and the room stays steady. It depends on how the part shapes up and how big it is. Results seem to improve with small changes.
Q2: Why is the unit price for small-batch custom aluminum parts often higher?
A2: The unit price for small-batch orders includes a higher allocation of fixed costs, such as programming time, process preparation, custom fixture fabrication, and first-article inspection. As batch size increases, these one-time costs are amortized, leading to a significant decrease in unit price.
Q3: What are the main differences between 6061 and 7075 aluminum alloys when selecting material?
A3: 6061 aluminum alloy offers good overall performance, with excellent corrosion resistance and machinability, making it suitable for general structural components. 7075 aluminum alloy has very high strength, close to that of steel, but has slightly lower corrosion resistance and machinability. It is commonly used in high-strength applications like aerospace and comes at a higher cost.
What are the common surface treatment methods for aluminum parts, and how should one choose?
A4: Common methods include anodizing (enhances corrosion/wear resistance, allows for coloring), bead/sand blasting (creates a uniform matte texture), chemical conversion coating (e.g., chromate conversion for paint adhesion and corrosion protection), and powder coating. The choice should be based on application requirements such as appearance, wear and corrosion resistance, electrical conductivity, or biocompatibility.
Q5: How to ensure the reliability of aluminum parts from an overseas supplier?
A5: The key is to verify the supplier’s quality system certifications (e.g., ISO 9001, AS9100D, IATF 16949). Require them to provide a complete quality documentation package, including material certificates, First Article Inspection Reports (FAIR), and full-dimensional inspection reports. Where possible, employ third-party inspection services or conduct an initial production audit.

