Beyond the Machine List: How to Vet CNC Turning Partners and Cut Supply Chain Risk by 30%

Introduction
Delays on crucial custom shafts or leaking batches of valves because of inferior seal surface finish can freeze the entire production. Business leaders will learn a costly lesson: 30% of supply chain disruptions and overruns can be associated with wrongly picking a CNC turning suppliera mistake mainly focused on equipment lists and unit prices while completely disregarding the deeper elements that make long, term reliability. The biggest issue is the shallowness of the evaluation criteria.Turning a supplier into merely a “list of machine brands” and a “quotation” is not enough to understand and evaluate their process control systems, the genuineness of quality data, the ability to collaborate on projects and scale up from prototype to production without loss. This “evaluation blind spot” will cause the supply chain to encounter huge hidden risks.
This article introduces a validated real, life working “Four, Dimensional Manufacturing Partnership Deep, Dive Assessment Framework” concept which has been proven through hundreds of collaborative projects. It helps decision, makers move away from the usual price request by concentrating on the actual proof of the process capability, quality engineering at the system level, clear project management flow, and powerful scaling methods.With this approach, supplier selection becomes more than just a “purchase transaction” and turns into a “strategic investment,” which has the potential of lowering risks in the supply chain by 30%.
The Process Control Evidence Chain
The section makes a case that the main focus of evaluation should actually be changed from what machines a supplier has to how they are controlling the production and ensuring predictability and quality by means of documented, data, driven processes.
1. From Machine Specs to process Knowledge
Just listing fancy lathes like Mazak or okuma doesnt mean theyll work well. Real insight comes from what the supplier actually knows. For a tricky 316 stainless part, ask: “Can you show the settings used and why you picked those speeds, feeds, and paths?” A good partner wont guess, instead, theyve tested and saved real numbers for this material and shape. These choices often came from simulations to keep forces and heat under control. Now, this fits todays focus on clear, trackable processes that rely on real data for trust and consistency.
2. The Power of predictive Process Design
Top partners rely on prediction to guide their work. Before starting any cut, they run simulations using FEA or cutting force tools. This helps them adjust settings early, cutting down shake, managing heat, and keeping parts precise. In particular useful for thin walls or tight tolerances. Asking to see a past projects simulation report gives real proof. It turns promises into facts. Now the talk goes from guesswork to something solid.
3. Standardization and Traceability as a System
Although individual skills are important, they need to be recorded and made accessible to others. This is done by creating standard work instructions and process control plans that document the best way to do a job. All workers should perform the same best, practice method for consistent quality.Traceability to manufacturing parameters can reveal root cause and supply chain variability. Such a data, driven and traceable approach forms the foundation of advanced manufacturing frameworks, such as those outlined by the National Institute of Standards and Technology (NIST). For a detailed roadmap on implementing such systematic, in, depth evaluations, this comprehensive guide on how to choose your CNC turning manufacturing partner provides everything from assessment logic to practical questioning.
Does Their “Quality System” Generate Paperwork, or Prevent Defects?
This segment is about making a distinction between a quality system that just keeps records of meeting specifications and one that is designed to stop non, conformances at the source.It also helps the reader learn how to audit for the latter.
1. The Reactive Trap: Inspection-Centric Quality
Many suppliers run a reactive quality model. The parts are machined, and then the inspection is performed to separate the non, conforming ones. This “after, the, fact” approach is expensive, wastes materials, and takes up time.The paperwork createdfinal inspection reportsonly records failure and hardly offers a step to prevent its reoccurrence. Here, quality is seen as a filter rather than a built, in trait.
2. The Proactive Standard: Prevention Through Process Control
The highest level of a quality system is preventive one. This is done by integrating quality checkpoints right the production line.Statistical Process Control (SPC) is the main instrument. When conducting an audit, request to present live SPC control charts of critical dimensions (e.g. diameter concentricity) on ongoing production jobs. The charts with data points closely gathered and no signal of movement towards control limits indicate a stable and controlled process, the one in control, which is a way of preventing the forming of defects. This is the core of good quality assurance system.
3. Auditing the System’s Foundations
Two main components uphold the preventive system. Firstly, a high, quality measurement system. It’s good to ask for recent Gage Repeatability and Reproducibility (Gage R&R) study reports to verify the reliability of their inspection data.Secondly, a process, oriented quality management system. Obtaining compliance to IATF 16949 means that their suppliers must do one thing: use tools like Control Plans and Production Part Approval Processes (PPAP), which yield the performance of risk analysis and validation before the start of production. It is this systemic, preventive approach gives rise to quality no longer being a department’s responsibility but a property of the manufacturing process itself, an important point for any CNC turning guide.
How Transparent is Their Project “Nervous System”? Communication Beyond Email
This part delves into a supplier’s project management and communication infrastructure and the direct effect on reliability.It further states that clarity and structure in the flow of information are the signs of the maturity of the operation.
1. The Cost of Communication Chaos
Depending on unstructured email threads for project updates, change requests, and problem solving is a huge risk. Details get lost, no one knows who is responsible, and schedules become just guesses.A vendor whose “nervous system” is a disorderly inbox will cause the client to have significant project management overhead and uncertainty, which will have a direct effect on the efficiency of supply chain management.
2. The Hallmarks of a Structured Communication Flow
A reliable partner works based on a well, organized communication process. They have a detailed project timeline with clearly indicated milestones (e.g. Order Acknowledgement, DFM Review, First Article Inspection, Pre, shipment Notification). At each stage, they deliver not only a simple “it’s done” email but also a well, prepared report containing data, pictures, or approvals. Take the First Article Inspection (FAI) event, for instance, which will lead to the release of a thorough electronic report with CMM data, not just a verbal “all good.”
3. Managing Change with Discipline
A project “nervous system” is really only a tool for changing things. So, ask about the Engineering Change Order (ECO) process.The ECO process should be a systematic, well, managed, and continuously tracked procedure where design changes are formally submitted, evaluated for cost and time impacts, and client approval is obtained before implementation, right? A tightly controlled ECO procedure will keep scope changes in check, reduce miscommunication, and avoid surprise costs, thus the supplier will be a genuine CNC machining partner capable of delivering predictable results.Consequently, making a strict evaluation framework operational through each batch of on, time, excellent performance parts means that one has to work with a partner who can provide the full engineering and manufacturing assurance, for instance, a partner skilled in custom precision CNC turning, handcrafted with meticulous attention to detail.
Can They Scale From 10 Prototypes to 10,000 Parts Without “Amnesia”?
Here, we look at how well the supplier can remember “knowledge” and how they can scale, which is the key to taking a part that has been successfully prototyped into production at a large, consistent output.
- The Prototype-to-Production Knowledge Chasm: Many teams stumble when moving from a working prototype to large, scale output. Early work runs deep in engineering tweaks and small, group know, how. If this stuff isnt saved and shared, it vanishes when things scale. That means more inconsistencies, mistakes, and missed deadlines. Production turns into a repeat of learning the same things over and over.
- Institutionalizing Knowledge: From Tribal to Systemic: A reliable partner keeps knowledge flowing without losing it. Key settings, tools, how parts are held, and checks used in prototyping get written down clearly. These rules go into factory plans and daily work steps. Now, any worker on any shift makes the same part, same quality, like the first engineer did. This kind of consistency really helps keep costs down when making lots of parts.
- Supply Chain Depth for Consistency: Indeed, increasing volume also requires the supply chain to be more mature. Is the supplier able to confirm that the 10, 000th batch of parts will possess the exact certified properties as the first sample? Have they got validated, managed sub, suppliers for processes such as plating or heat treatment?Their proficiency to grow their own supply chain exactly in step with your needs is extremely vital. This skill is consistent with the principles of advanced supply chain management which call for supply reliability and agility, so your transition from a prototype to mass production of custom CNC turning parts is effortless and without surprises.
The On-Site Audit Checklist: 5 Documents That Reveal Real Capability
This last section equips you with a hands, on audit checklist that is centered on documents and helps discover the real systemic sophistication level of a supplier well beyond their marketing pitches.
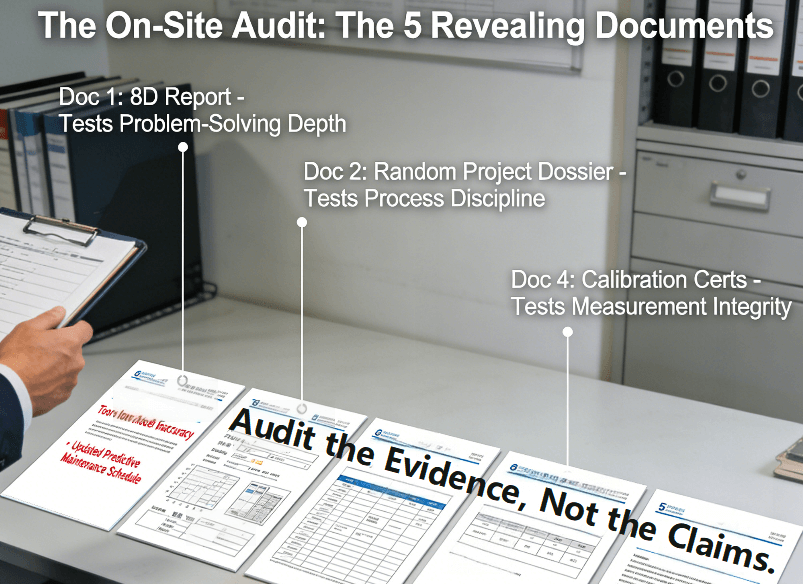
1. The 8D/Corrective Action Report: A Test of problem, Solving Depth
Instead of just asking if they have a process, watch it in action. Get a fresh 8D or similar report on a big quality issue. Look at what it says. Does it name a real process flaw, like wrong carbide tool for interrupted cuts, or just say operator messed up? Are fixes built into the system, like changing the control plan or training every worker? That shows real problem, solving habits.
2. The Complete Project Dossier: A Random Sample of reality
Pick any closed project file at random, something like the one youre working on. Go through every part. Is the customers order and specs clear? Is there a full First Article Inspection Report with all details? Are all inspection notes, material proof, and shipping papers there and in order? This single files details prove how carefully projects are run.
3. Maintenance, Calibration, and Management Review Records
Lastly, determine the condition of the system’s instruments and control. Review the maintenance logs for some of the most heavily used machining apparatus. A CMM that hasn’t been calibrated is like one without a brain; therefore, peruse the certs confirming its calibration. Besides, asking for excerpts of the latest management review meeting minutes can help reveal the strategic direction. This will allow you to see how discussions on quality performance and customer feedback happen even at the highest level.
Conclusion
Today, given the globalized and highly uncertain business environment, purchasing a CNC turning manufacturing partner cannot be done by only comparing costs. Rather, it is a strategic risk management activity that is essential for operational resilience and product reputation. By introducing a Four, Dimensional Deep, Dive Assessment Framework hinged on process evidence, systemic maturity, communication transparency, and scalability, companies will be able to change supplier selection, related decisions from being a variable, filled guessing game into a strategic process that can be predicted and managed. Moreover, it establishes the most trustworthy physical ground for continuous operations.
FAQs
Q: Whats the first step in vetting a new CNC turning supplier if I cant visit in person?
A: The first step in understanding the capability of a new turning CNC supplier if you cannot visit them physically is to perform a Documentary Audit. You may request for a sample Project Dossier of a past project similar to yours in terms of complexity (with confidential information omitted). The dossier should ideally entail the quality plan, process sheets, inspection reports (CMM data), and final delivery documents. The thoroughness, neatness, and data richness of this dossier can be excellent pointers to their inherent discipline and openness.
Q: How can I verify their quality claims without trusting their own inspection reports?
A: Set up a verification process in two stages: 1) Ask them to release raw measurement data (such as point cloud data from the CMM or screenshots) along with the summary reports for critical dimensions on the first articles. 2) For continuing production, you may require that either you or a third, party whom you trust may do unannounced random inspections on the finished goods prior to shipment, and the cost for non, conformities found is decided in the agreement.
Q: Whats a realistic timeline for this kind of in, depth supplier qualification process?
A: A rigorous qualification procedure starting from the first technical, RFQ, document review up to an on, site audit (if required) will normally take from 4 to 8 weeks. Even though it needs upfront spending, this method if well planned, can help you avoid many years of troubles in operations and is a must for strategic, high, value, or high, volume partnerships.
Q: Should the lowest quote always be a red flag during supplier selection?
A: It depends. However, it should definitely prompt you to make a detailed cost analysis. A very low price quotation mostly implies unrecorded risks such as incorrect material grade, unrealistic assumptions on machine time, skipping of necessary steps (for instance proper inspection) or an extremely low profit margin that leads to cutting of corners. As a rule of thumb, a transparent cost breakdown should be demanded at all times so that you can comprehend the “reason” of the price.
Q: How do we meet urgent prototype needs. It also checks suppliers properly?
A: We use the prototype order as a real test during vetting. Send a small, paid request for the parts. Watch how well they talk, give clear feedback on design for manufacturability, keep to their deadlines, and deliver quality parts with good notes. This helps see if they can handle real work without big risk.
Author Bio
This article draws upon LS Manufacturing‘s years of experience collaborating with major brands on supply chain projects. They possess certified production systems (ISO 9001, IATF 16949, AS9100D) and strictly adhere to all standards. They are dedicated to helping clients build stronger supply chains. Contact them today to obtain a free, in-depth four-dimensional assessment checklist and audit template for precision manufacturing partners, helping you select the right supplier.